机械工程师在选择压铸材料时,应当根据产品的作用性能、工艺性能、生产条件、经济性以及压铸材料的特点等各种因素,合理选择正确的压铸材料。常用的机械零件压铸材料包括铝合金、锌合金和镁合金等。
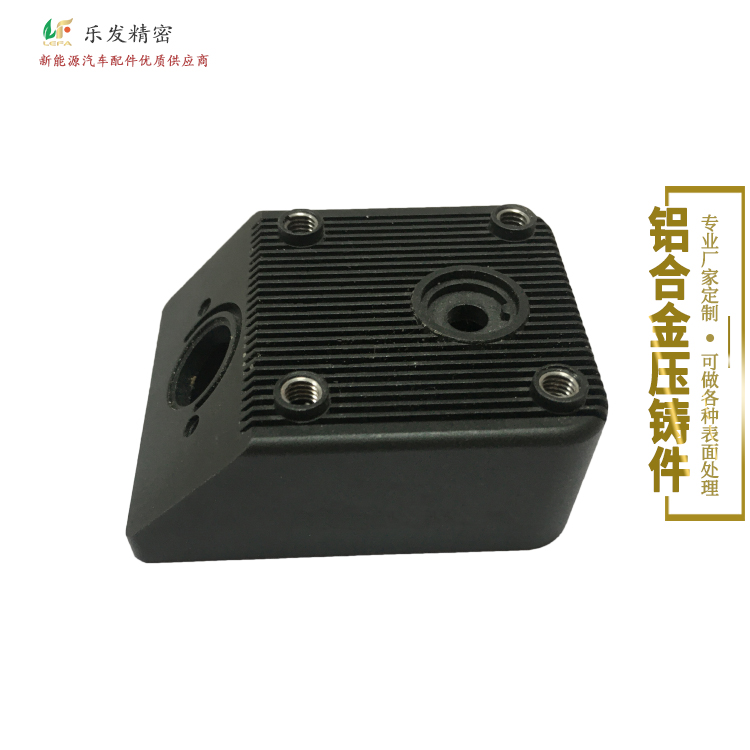
铝合金是目前应用最多的压铸材料,广泛应用于汽车工业、摩托车工业、航空航天等。铝合金的特点如下:
(1)铝合金的密度较小,仅为铁、铜、锌的1/3左右,比强度和比刚度高是其突出优点。(2)铝合金具有良好的导电、导热性能。
(3)铝合金抗氧化腐蚀性能好。在空气中,铝的表面容易生成一层致密的三氧化二硫氧化膜,能阻止进一步被氧化。
(4)铝合金具有良好的压铸性能。铝合金压铸工艺简单,成形及切削加工性能良好,具有较高的力学性能及耐蚀性,是代替钢铁铸件最具潜力的合金。
(5)铝合金的高温力学性能很好,在低温下工作时同样保持良好的力学性能。
(6)铝合金的缺点是容易在最后凝固处产生大的集中缩孔。此外,铝合金与铁有很强的亲和力,易粘模,应在冷室压铸机上压。
锌合:金也比较常见,锌合金的特点如下:
(1)锌合金具有优良的铸造性能、力学性能、韧性,在传统的机械件、五金件、锁具、玩具等行业应用很广。
(2)锌合金具有优良的电和热传导性能、良好的振动阻尼特性、良好的电磁屏蔽性能在电子、电信、家电产品上应用不断增长。
(3)锌合金是-种通用、可靠、低成本的材料,易于压铸生产。锌合金具有良好的压铸性能,因此更容易压铸形状复杂、薄壁、尺寸精度高的产品。由于锌合金的薄壁铸造性能,可实现产品轻里化和降低成本的要求。
(4)与铝合金和镁合金相比,锌合金具有较高的抗拉强度、屈服强度、冲击韧度和硬度、较好的伸长率。
(5)锌合金压铸件表面非常光滑,可不作表面处理直接使用,同时也比较容易进行各种表面处理,如抛光、电镀、喷涂等,以获得更佳的表面质量。
(6)锌合金熔点低,在385C熔化,相比于铝合金和镁合金,锌合金最容易压铸成形。(7)耐蚀性差。当锌合金成分中杂质元素铅、镉、锡超过标准时,将会逐渐老化而发生变形,表现为体积胀大、力学性能(特别是塑性)显著下降,时间长了就会破裂。
(8)时效性。使用时间过长,锌合金压铸件的形状和尺寸会稍有变化。
(9)锌合金不宜在高温和低温的工作环境下使用。锌合金在常温下具有良好的力学性能,但在高温下抗拉强度和低温下冲击性能都显著下降。锌合金容易老化,这是锌合金的应用范围受到限制的主要原因。锌合金的工作温度范围较窄,温度低于一1 0C时,其冲击韧度急剧降低,温度升高时,力学性能下降,且易发生蠕变,因此,受力零件的温度一般不超过100C。严格控制锌合金原材料的纯度和熔炼艺艺过程,在锌合金中添加少童的Mg和适量的Cu,可以咸轻或消除老化现象及改善切削加工性能。
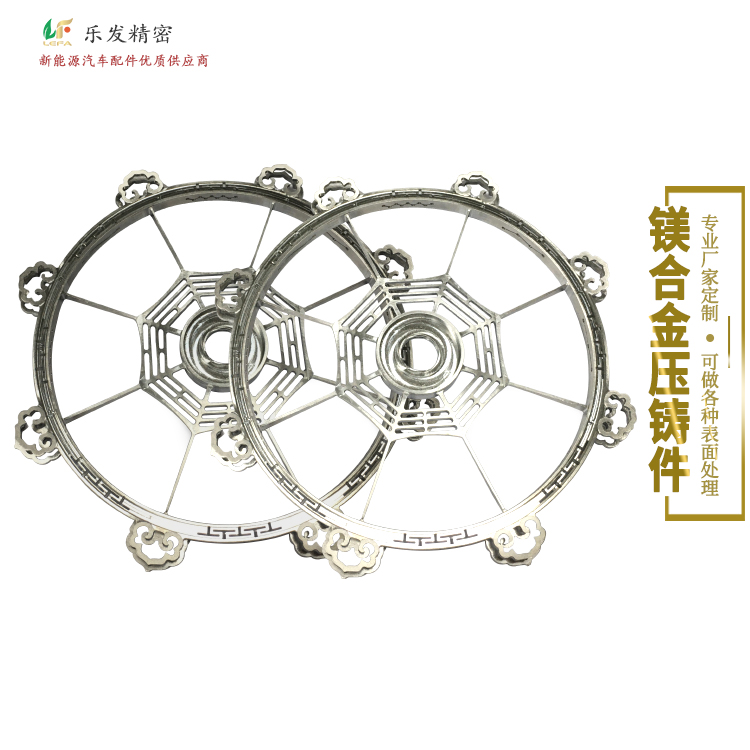
还有-种就是镁合金,镁合金的特点如下:
(1)镁合金被称为"21世纪的绿色工程材料”,其密度为铝合金的2/3、钢铁的1/4,但比强度和比刚度均优于铝合金和钢铁,远远高于工程塑料,是一种优良、轻质的结构材料。
(2)镁合金具有良好的能里吸收及振动吸收特性,用于产品外壳可以咸少噪声传递,用.于运动零部件可吸收振动,延长零件使用寿命。
(3)具有良好的电磁屏蔽性,可以提供电子产品的防电磁辐射性。
(4)刚性好,耐冲击。
(5)延展性好,易成形,可使产品设计具有灵活性,提升产品档次。
(6)镁合金熔点低,使得低温变形小,尺寸精度高,有利于-次开模成形;与铁的亲和力小,对模具的粘附现象小,有利于提高生产率和模具寿命;而且镁合金良好的流动性能有利于复杂件和细小件的生产。
(7)机械加工性能最好,所需切削力小、切削效果好、刀具使用寿命长。
(8)散热性好,仅次于铝合金。
(9)尺寸稳定性好,环境温度和时间变化对尺寸的影响小。.
(10)可100%再生。
(11)镁合金在空气中易氧化,镁合金压铸件成形后必须经过表面处理,提高耐蚀性,改善零件表面质里。常用的表面处理方法包括电镀、喷涂、阳极氧化等。同理镁合金有高温脆性大、热裂倾向大的缺点。
观问题及解决办法:
1、[锤头卡死]
要想避免锤头卡死,可以从两方面着手: 1、在生产中,常测里温度,避免锤头、司筒.温度过高造成锤头卡死:2、材料的使用,应选择优质的合金材料,避免杂质的渗入,在投放回料的时候,也要注意不要让杂质混入,这样才能避免杂质黏着在锤头上,造成锤头卡死。2、[压射头卡在鹅颈]
遇到锤头卡死的问题,首先等到设备都处于常温状态,尝试转动锤头。如果转不动,那就采用换司筒的方式解决问题,将锤头取出。如果想很快的解决卡死问题,最快的办法就是换料壶。
打料]3、[压铸机打料时,常常会出现打几十模,料就打不出的情况,常裹等几分钟后方可一般遇到这类情况:应该是射咽头或电身堆住了。这时,观察下料头顶端是否没有美点,如果金是断面灰色,就说明埔咀了。解决方案如下: 1.将射咀溢品度适应调高.2、打离咀情况时间调低0.1到0.2秒,3、定模冷却水稍关小点。
4、[压铸薄壁件产品时易开裂]
可以从以下几点去分析: 1.材料可能有问题,压铸件样的使用,尽重控制废料的比创不要超过30%2、惯具开设不好, -是质出力不平衡二是冷却水的开设不会理导款模其温度不均衡,单是充填流动不合理。3、工艺参数选择不当,工艺参数问题主要在貿魔时间和顶出延时间,上出错,留模时间不宜长,每mm壁厚3s左右;顶出延时不能长,一般05-2s。5、[ADC14料压铸加工时反馈材料偏硬,易磨损刀具的情况]
赠决这个问题。可以从以下几点看入:1、最关键是才来哦的成分内不管许有杂质产生,也就是说硬质点,量好全部应新的原始树桐配比,不能用再生材料,特别是S1元索的品质要好2、应该采用专门为这些比较硬的合金而生产的宝
石刀片,一般使用寿命有7天左右。6、[疑惑为啥有些铝压铸件在磨光时会有黑斑?]。原团有几种: 可能是氧化矽或氧化铝键解决问题.但最大可能性来自于脱物模剂,,喷太多脱模剂或脱模剂的有物含量过高这些有机物在热溶铝的温度下,,有些被还原成碳元素,有些究成有机大分子聚合物。破分子和聚合物最台,在相持件形成时,被包含在表层成为我们看见到的黑斑。所以威少喷涂剂的浓度,改用别的喷涂剂或加长喷涂后的吹风时间。7 [在压铸过程中,有时出现金属外孤的情况]
。么有时出现金展外 翻的情况?原因可能有几种:动、定很间合模不严密, 两者的间隆较大或础模力不够造成金属外疆欢是压铸机动、定模安美不平行造成或是支板跨重大,压射力致使套板变形,产生喷料。碰到以上原因可以通过以下调记解决外溅的情况:重新安装模具:加大锁模力:调整压铸机,使动、定模安装板相互保持平行;在动模上增加支板,增加套板的刚度。
8、[锅压铸的孔内加工,为什么不能超过02mm2]
为了通台压铸。人们在压特用的第合金内加了很多硅。招合金在模具内凝结时,这些硅会浮到表面上,形成一层硅膜硬度非常硬、非常耐磨,一些OEM设计师就利用这个特性,将压铸件的孔内表面直接设计为轴承面。这个硅表面层,一般只有0.2到0.9mm的厚度。加工太多,这个轴承面的寿面就会缩短。
9、[压铸件阳极氧化后有花纹产生的原因有哪些?]
1.目前主要还是喷涂、压射油散布不均匀,在局部聚齐,而导致表层铝合金成分异常或出现冷隔花斑,所以出现了氧化后花纹的现象:氧化花纹的纹路与压铸件上的纹路基本上是一致.2.因为高速切换位置不适当,导致产生欠铸,氧化后会有花纹。3.教科书上说氧化精调离子含里过高,也是产生花纹, 但这种情况很少见。
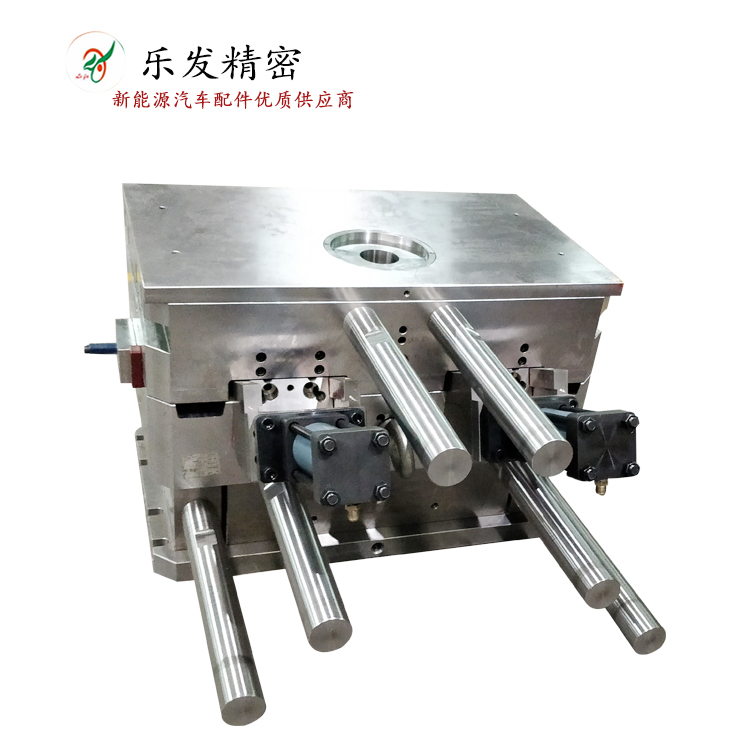
10、[压铸模具粘料]
压铸模具粘料了怎么办呢?首先检查模温是否正常,适降低合金液浇注温度和模具温度;2、检查脱模剂配此是否异常,尝试更换脱模剂,调试喷涂位置表面进行抛光,对已氮化过的模具,慎重抛光,防止破坏掉表面的氮化层,形成越抛越粘的情况;4、改进浇注系统设计结构,避免合金液持续冲刷型腔壁或型芯;5、修改模具冷却系统;6、调整压铸工艺参数,适当降低压射速度,缩短二速行程。
机械I程师在选择压铸材料时,应当根据产品的作用性能、工艺性能、生产条件、经济性以及压铸材料的特点等各种因素,合理选择正确的压铸材料。常用的机械零件压铸材料包括铝合金、锌合金和镁合金等。
铝合金是目前应用最多的压铸材料,广泛应用于汽车工业、摩托车工业、航空航天等。铝合金的特点如下:
(1)铝合金的密度较小,仅为铁、铜、锌的1/3左右,比强度和比刚度高是其突出优点。(2)铝合金具有良好的导电、导热性能。
(3)铝合金抗氧化腐蚀性能好。在空气中,铝的表面容易生成一层致密的三氧化二硫氧化膜,能阻止进一步被氧化。
(4)铝合金具有良好的压铸性能。铝合金压铸工艺简单,成形及切削加工性能良好,具有较高的力学性能及耐蚀性,是代替钢铁铸件最具潜力的合金。
(5)铝合金的高温力学性能很好,在低温下工作时同样保持良好的力学性能。
(6)铝合金的缺点是容易在最后凝固处产生大的集中缩孔。此外,铝合金与铁有很强的亲和力,易粘模,应在冷室压铸机上压。
锌合金也比较常见,锌合金的特点如下:
(1)锌合金具有优良的铸造性能、力学性能、韧性,在传统的机械件、五金件、锁具、玩具等行业应用很广。
(2)锌合金具有优良的电和热传导性能、良好的振动阻尼特性、良好的电磁屏蔽性能在电子、电信、家电产品上应用不断增长。
(3)锌合金是一种通用 、可靠、低成本的材料,易于压铸生产。锌合金具有良好的压铸性能,因此更容易压铸形状复杂、薄壁、尺寸精度高的产品。由于锌合金的薄壁铸造性能,可实现产品轻里化和降低成本的要求。
(4)与铝合金和镁合金相比,锌合金具有较高的抗拉强度、屈服强度、冲击韧度和硬度、较好的伸长率。
(5)锌合金压铸件表面非常光滑,可不作表面处理直接使用,同时也比较容易进行各种表面处理,如抛光、电镀、喷涂等,以获得更佳的表面质里。
(6)锌合金熔点低,在385C熔化,相比于铝合金和镁合金,锌合金最容易压铸成形。.(7)耐蚀性差。当锌合金成分中杂质元素铅、镉、锡超过标准时,将会逐渐老化而发生变形,表现为体积胀大、力学性能(特别是塑性)显著下降,时间长了就会破裂。.
(8)时效性。使用时间过长,锌合金压铸件的形状和尺寸会稍有变化。
(9)锌合金不宜在高温和低温的工作环境下使用。锌合金在常温下具有良好的力学性能,但在高温下抗拉强度和低温下冲击性能都显著下降。锌合金容易老化,这是锌合金的应用范围受到限制的主要原因。锌合金的工作温度范围较窄,温度低于一1 0C时,其冲击韧度急剧降低,温度升高时,力学性能下降,且易发生蠕变,因此,受力零件的温度一般不超过I00C。严格控制锌合金原材料的纯度和熔炼艺艺过程,在锌合金中添加少里的Mg和适里的Cu,可以减轻或消除老化现象及改善切削加工性能。
还有-种就是镁合金,镁合金的特点如下:
(1)镁合金被称为"21世纪的绿色工程材料”,其密度为铝合金的2/3、钢铁的1/4,但比强度和比刚度均优于铝合金和钢铁,远远高于工程塑料,是一种优良、轻质的结构材料。
(2)镁合金具有良好的能里吸收及振动吸收特性,用于产品外壳可以减少噪声传递,用于运动零部件可吸收振动,延长零件使用寿命。
(3)具有良好的电磁屏蔽性,可以提供电子产品的防电磁辐射性。
(4)刚性好,耐冲击。
(5)延展性好,易成形,可使产品设计具有灵活性,提升产品档次。
(6)镁合金熔点低,使得低温变形小,尺寸精度高,有利于-次开模成形;与铁的亲和力小,对模具的粘附现象小,有利于提高生产率和模具寿命;而且镁合金良好的流动性能有利于复杂件和细小件的生产。
(7)机械加工性能最好,所需切削力小、切削效果好、刀具使用寿命长。
(8)散热性好,仅次于铝合金。
(9)尺寸稳定性好,环境温度和时间变化对尺寸的影响小。
(10)可100%再生。
(11)镁合金在空气中易氧化,镁合金压铸件成形后必须经过表面处理,提高耐蚀性,改善零件表面质里。常用的表面处理方法包括电镀、喷涂、阳极氧化等。同理镁合金有高温脆性大、热裂倾向大的缺点。
常见问题及解决办法:
1、[锤头卡死]
要想避免锤头卡死,可以从两方面着手: 1、在生产中,常测重温度,避免锤头、司筒温度过高造成锤头卡死:2、材料的使用,应选择优质的合金材料,避免杂质的渗入,在投放回料的时候,也要注意不要让杂质混入,这样才能避免杂质黏着在锤头上,造成锤头卡死。2、[压射头卡在鹅颈]
遇到锤头卡死的问题,首先等到设备都处于常温状态,尝试转动锤头。如果转不动,那就采用换司筒的方式解决问题,将锤头取出。如果想很快的解决卡死问题,最快的办法就是换料壶。
3、[压铸机打料时,常常会出现打几十模,料就打不出的情况,常要等几分钟后方可打料]
一般遇到这类情况,应应该是射咀头或明身堵住了。时,观察下料头顶端是否没有高点,如果全是断面灰色,就说明堵明了。解决方案如下: .1.将射咀温度适应调高.2、打离咀情见时间调低0.1到02秒了、定模冷却水稍稍关小点。
4、[压铸薄璧件产品时易开裂]压铸件材料的使用,尽里控制废料的比可以从以下几点去分析: 1.材料可能有问题,平衡,二是冷却水的开设不合理导教模具例不要超过30%2.模具开设不好,一是顶出力不
先择不当,工艺参数问题主要在留魔时间温度不均衡,单是充填流动动不合理。3、工艺参数选壁厚3s左右:1:顶出延时不能长,一般0.528.和顶出延时时间上出错,,留模时间不宜长每mm5、[ADC14料压铸加工时反馈材料偏硬,易磨损刀具的情况1
容许有杂质产生,.最关键是才来哦的威分内解决这个问题,可以从以下几点看入:1、最不能用再生材料,特别是S1元素的品质也就是说硬质点,最好全部应新的原始材料配比,石刀片,-般使用寿命有7天左右。妻好.2.应该采用专i门为这些比较硬的合金全而生产的宝石6、[疑惑为啥有些铝压磨光时会有黑斑]
解决问题。但最大可性来自于脱模剂,喷太一原因有几种: 可能是氧化矽或氧化铝锭)在热溶铝的温度下,,有些被还原成碳元素,多脱模剂或脱模剂的有机物含里过高这些有书物混合,在招铸件形成时,被包含在表层成为我有些变成有机大分子聚台物。碳分子和聚合涂剂或加长喷涂后的吹风时间。们看见到的黑斑。所以咸少喷涂剂的浓度,改用别的喷7、[在压铸过程中,有时出现金属外職的情况]
有几种:动、定模间台模7真不严密,两者的间为什么有时出现金国外孤的情况?原因可能有,定模安装不平行造成画或是支板跨度大,隙较大或锁横力不够造成金属外職,或是压铸机动、上原因可以通过以下调试解决外孤的情况:重新安.压射力致使套板变形,调整压铸机,使动、定模安装产生喷料。碰到以。主板相互保持平行,在动模上增加支板,增装模具,加大锁模力: .加套板的刚度。
8、[招压铸的孔内加工,为什么不能超过02m]
为了适合压铸,人们在压铸用的铝合金内加了了很多硅。招合金在模具内凝结时,这些硅会浮到表面上,形咸一层硅膜硬度非常硬、非常耐魔,- 些OEM设计师就利用这个特性,将压铸件的孔内表面直接设计为轴承面。这个硅表面层,一般只有0.2到0.9mm的厚度。加工太多,这个轴承面的寿面就会缩短。
因有哪些]g、[压铸件阳极氧化后有花纹产生的原
在局部聚齐,而导致表层给金成分异常1.目前主要还是喷涂、压射油散布不均匀,化花纹的纹路与压铸件 上的纹路基本上或出现冷隔花斑,所以出现了氧化后花纹的现象:氧是一致。2.因为高速t现位费不适当,导款产生欠锅,氧化后会有花效。了、教料书上说氧化槽钢离子含里过高,也是产生花纹,但这种情兄很少见。
10、[压铸模具粘料]
适障低台金液浇注温度和模具温压铸模具枯料了怎么办呢?首先检直模温是否正常,道降低
过的模具,慎重抛光,防止破坏掉表面的氮化层,形成越抛越粘的情况;4、改进浇注系统设计结构,避免合金液持续冲刷型腔壁或型芯;5、修改模具冷却系统;6、调整压铸工艺参数,适当降低压射速度,缩短二速行程。
东莞市乐发精密五金制品有限公司
我司产品主要运用领域:电子,电器,机械,数码,光学,新能源汽车,充电桩,动车组,摩托车,电瓶车,LED配件,家具,卫浴,工艺品等行业,
产品质量优势:压铸成品密度均匀,產品不易断裂、变形、重量稳定、表面均匀光滑,CNC加工、鑚孔攻牙、孔内研磨、振动研磨以及手工拋光研磨、各种色泽电镀、阳极处理、奈米烤漆、电镀、非铬酸皮膜处理(符合ROHS、WEEE环保要求,產品耐腐蚀及中性盐雾测试最高可达120小时)表面可电镀。
压铸件二次加工可控制无砂孔,不渗水,不漏气,产品可氧化各种颜色,不起泡,无水纹,电镀无麻点,同时过酸性盐务96小时达十级,散热性能达200以上。
欢迎来电咨询!
业务咨询:QQ:1556039810 微信/手机:13686609610
技术交流:QQ:740389501 微信/手机:13829212466
公司官网:http://www.yf5189.com/